¿Por qué hacer una autopsia de membrana?
La palabra autopsia deriva de la palabra griega “autopsia” que significa “ver con los propios ojos”.
Las autopsias pueden identificar incrustantes y escalantes específicos en la superficie de la membrana, y pueden determinar la presencia de daños químicos o mecánicos que han ocurrido durante la operación. Los datos y las conclusiones de una autopsia pueden ayudar a identificar la causa del problema, que a su vez puede proporcionar soluciones para disminuir o eliminar los problemas operativos.
Una autopsia de membrana incluye más de 20 pruebas específicas en membranas. Cada prueba proporciona datos científicos específicos para identificar y cuantificar incrustaciones / incrustaciones o daños químicos / mecánicos. Los resultados de las diferentes pruebas son compilados por químicos e ingenieros experimentados para llegar a una conclusión.
Las autopsias de membrana son esenciales para cada planta de membrana. Se pueden realizar en membranas de alta presión como la ósmosis inversa (RO) y la nanofiltración (NF), o en membranas de baja presión como la microfiltración (MF) o la ultrafiltración (UF). Realizar autopsias en filtros de cartucho de pretratamiento, o incluso filtros SDI, también puede proporcionar información muy útil sobre contaminantes que ingresan al sistema de membrana.
Si no se controla, las incrustaciones y las incrustaciones conducirán a mayores costos operativos que podrían generar una mayor demanda de energía, mayores limpiezas y una vida útil reducida de los elementos de la membrana. El ataque químico y el trauma físico en la superficie de la membrana dan como resultado una pérdida irreversible de rendimiento; identificar el problema en una etapa temprana puede ayudar a ahorrar millones de dólares en membranas antes de que un daño excesivo los vuelva inútiles.
¿Cuándo hacer una autopsia de membrana?
Muchos sitios utilizan autopsias de membrana como parte de su programa de mantenimiento de rutina del sistema. Esto proporciona la ventaja de identificar cualquier problema potencial antes de que se vuelva inmanejable. Sin embargo, en la mayoría de los casos, una autopsia de membrana solo se realiza cuando una membrana falla o tiene un rendimiento inferior. Una pérdida notable en el flujo, la calidad del permeado o el ensuciamiento visible en la membrana misma indicarían un problema con el elemento y la necesidad de inspeccionarlo.
En RO y NF, se recomienda encarecidamente que se quite una membrana de la posición principal de la primera etapa y otra de la posición de cola (o retraso) de la última etapa. Esto es importante por varias razones:
- El elemento principal en el sistema verá la mayor concentración de sólidos en suspensión.
- La última membrana en el sistema recibe agua que se ha concentrado y es más probable que se escale.
- Las incrustaciones biológicas y las sustancias orgánicas (como los ácidos húmicos) se pueden encontrar en todas las membranas del sistema. Sin embargo, las bacterias que son hidrófobas (que odian el agua) tienden a ser atraídas hacia la superficie de la membrana, que también es ligeramente hidrófoba. Por lo tanto, la bioincrustación siempre es peor en la primera etapa donde las bacterias se unen a la primera superficie hidrófoba disponible que encuentran. Por el contrario, los ácidos húmicos son hidrófilos a niveles de pH no ácidos. Por lo tanto, pueden extenderse uniformemente, o en algunos casos, incluso concentrarse y causar incrustaciones más pesadas en el extremo de la cola.
- Los sólidos suspendidos y los metales precipitados (como el hierro) también pueden terminar en cualquier membrana del sistema. Por lo tanto, si se encuentran sólidos suspendidos, como partículas de piedra caliza, en un elemento de cola, pueden confundirse con la escala si un elemento principal no se autopsia también.

Figura 1: Dispositivo anti-telescópico (ATS)
¿Cómo se realiza una autopsia de membrana?
Cuando se recibe la membrana en la instalación analítica, se completa una inspección visual, se toman fotografías y se observa el estado detallado de la membrana, incluidas las condiciones de envío y manipulación.
La prueba de rendimiento de la membrana se realiza en cada elemento o módulo utilizando los mismos procedimientos de prueba utilizados por el fabricante de la membrana. La permeabilidad y la presión diferencial se comparan con las especificaciones de la membrana para evaluar el rendimiento “tal como se recibió”.
El siguiente paso es una prueba de integridad mecánica. La membrana está completamente sumergida en agua y se introducen de 3 a 5 psi de presión de aire en el tubo de permeado mientras se monitoriza la presencia de burbujas de aire en los extremos del elemento.
El elemento luego se disecciona. Las hojas, los espaciadores de alimentación y los espaciadores de permeado se inspeccionan visualmente, se fotografían y se documentan las condiciones. También se recogen muestras de cualquier incrustante. Algunas de las otras pruebas realizadas son:
- Prueba de ángulo de contacto
- Densidad superficial de incrustaciones
- Prueba celular
- Prueba de colorante presurizado
- Pruebas de solubilidad química de escamas y incrustantes
- Pruebas de ácido húmico y fúlvico
Luego, las muestras se analizan mediante microscopía electrónica de barrido (SEM) con espectroscopía de dispersión de energía (EDS). Cuando se usan en combinación, estos instrumentos permiten al usuario determinar la morfología (tamaño y forma), así como la composición química general de una muestra.
AWC utiliza una técnica analítica adicional que es única en la industria de membranas y permite un análisis aún más detallado y preciso de los contaminantes de membrana. Las imágenes elementales superpuestas (SEI) ™ y la delineación elemental prismática (PED) ™ distinguen visualmente la composición elemental de cada compuesto en la superficie de la membrana al proporcionar mapas elementales. Los resultados SEI ™ y PED ™ se usan en combinación con los resultados del análisis EDS para identificar las composiciones químicas exactas de sólidos suspendidos, incrustantes y escamas en una superficie de membrana. El uso de estas técnicas de imagen incluso identifica la presencia de compuestos orgánicos y bioincrustacion en la membrana, y determina si las escamas existentes y los sólidos suspendidos están enterrados dentro de los bioincrustantes o residen en la superficie.
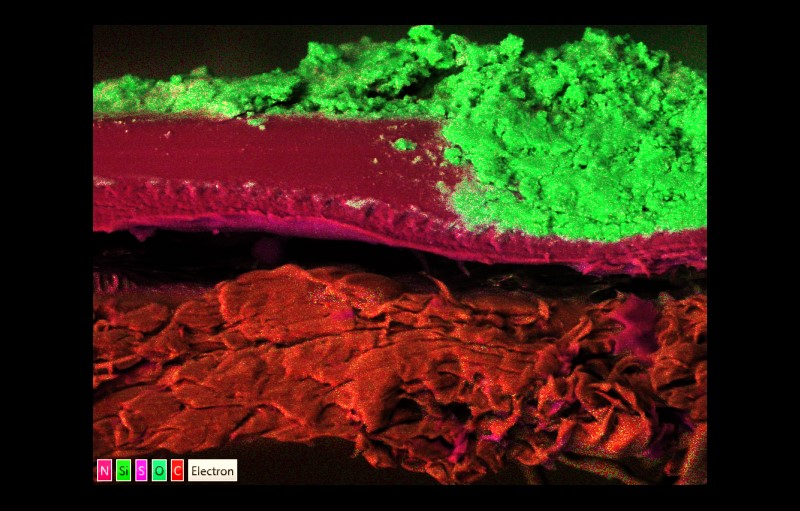
Figura 2: Imágenes elementales superpuestas (SEI®) de la sección transversal de la membrana
El análisis Dimensional Elemental (DES™) se usa para determinar el grosor de cada incrustante en una matriz multicapa de incrustante/ escama. Además de proporcionar mediciones transversales de fases elementales individuales, esta técnica innovadora incluso ayuda a identificar la delaminación de la capa de polisulfona de la membrana de su sustrato no tejido.
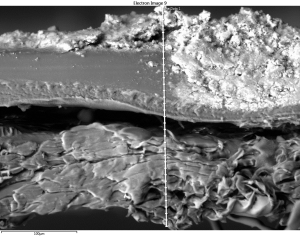
Figura 3: Escaneo elemental dimensional (DES ™) de la sección transversal de la membrana
La espectroscopía infrarroja transformada de Fourier (FTIR) se usa para identificar diferentes tipos de enlaces químicos. La “huella digital” molecular del material se compara con una base de datos. Cuando estos resultados son revisados por un químico experimentado, incluso los compuestos que no están en una base de datos existente pueden ser identificados. FTIR es extremadamente útil para identificar bioincrustaciones, incrustaciones antiescalante, incrustaciones inorgánicas e incluso cambios en la química de la membrana debido al daño por cloración.
Una prueba de reacción de actividad biológica (BART) se utiliza para identificar las familias generales de bacterias en una biopelícula. Este es un método de cultivo que alienta a diferentes organismos a crecer utilizando diferentes tipos de nutrientes específicos para cada prueba BART. Cuando las pruebas de BART se realizan en biopelículas en lugar de muestras de agua, los recuentos de población solo se usan comparativamente para determinar los tipos de bacterias más dominantes.
Finalmente, la microscopía óptica es realizada por un microbiólogo experimentado para identificar los tipos de microorganismos presentes en la superficie de la membrana y para diferenciar entre bacterias, hongos o algas.
Un buen informe de autopsia de membrana puede identificar con precisión tipos específicos de sólidos en suspensión, orgánicos, microorganismos y diferentes tipos de escamas inorgánicas. Siempre debe incluir una conclusión que ayude al propietario / operador de la planta a identificar la causa de los problemas y proporcionar posibles soluciones para su mitigación. Estos pueden incluir recomendaciones para cambios en el protocolo de limpieza o alteraciones al programa de pretratamiento existente.
El informe de la autopsia es una herramienta invaluable si se realiza para mantenimiento de rutina o para determinar la causa de un problema operativo continuo.