American Water Chemicals (AWC) recibió recientemente para autopsia una membrana ultima de nanofiltración de un cliente que estaba experimentando problemas con los subproductos de desinfección en el agua final. Las pruebas de agua habían confirmado que las membranas de NF no rechazaban los altos niveles de materia orgánica en el agua de alimentación, y al cliente le preocupaba que las membranas (que estuvieron en uso durante menos de un año) no funcionaran según las afirmaciones del fabricante. Al abrir la membrana, lo primero que les llamó la atención fue que las hojas de la membrana estaban “embolsándose”. En otras palabras, tenían una apariencia como de “ravioles” (ver Fig. 1).

[Figura 1: Hojas de la membrana se estaban embolsando]
Nuestros ingenieros inmediatamente reconocieron esto como un síntoma de daño por contrapresión excesiva de permeado. Cuando una válvula de permeado se cierra durante la operación o limpieza, la presión de permeado puede acumularse hasta que sea igual a la presión de alimentación. El elemento de cola, por otro lado, tiene una presión más baja en el lado de alimentación debido a las pérdidas de presión (∆P).
Como resultado, la presión del permeado puede exceder la presión en el lado de alimentación, lo que resulta en un “globo” de la hoja de la membrana y provoca la delaminación de la capa de poliamida de película delgada de su sustrato de polisulfona. El daño causado por la contrapresión de permeado también puede ocurrir cuando una válvula de retención de permeado falla en un tren inactivo, y el permeado fluye hacia atrás en la dirección inversa, ya sea por la presión de un tanque de almacenamiento alto o por la contrapresión aplicada por las corrientes de permeado de otros trenes en funcionamiento. Cuando las hojas de la membrana se abrieron para inspección de los separadores de membrana (Tricot), se encontró que cada separador de permeado en el elemento tenía una mancha grande y localizada. Esto indicaba que la membrana se había des laminado y perdido su capacidad de rechazar los compuestos orgánicos (ver Fig. 2).

[Figura 2: Manchas marrones encontrada en los separadores de permeado]
Las investigaciones adicionales incluyeron la realización de pruebas de lámina plana para determinar el rechazo de sal de las membranas en áreas que parecían intactas mientras se comparaban con muestras de membranas de las áreas donde los orgánicos habían manchado los separadores de permeado. Nuestros ingenieros descubrieron que la membrana generalmente tenía un rechazo de sal del 69%, pero que las áreas dañadas tenían solo un rechazo de sal del 9%. Debido a que la muestra de membrana estaba cubierta con una cantidad significativa de depósito, no pudimos ver visiblemente la delaminación. Utilizando la microscopía electrónica de barrido (SEM) y las técnicas SEI ™ de AWC, se determinó que la membrana estaba fuertemente escamada con carbonato de calcio (ver Fig. 3). La incrustación de carbonato de calcio se pudo ver en toda la sección transversal de la membrana, penetrando completamente a través de la estructura de soporte de poliéster en el lado de permeado (ver Fig. 4 y 5) Esta fue otra indicación de que la membrana había sido dañada. Debido a que las membranas de NF rechazan bien el calcio y la alcalinidad, habría sido imposible que se formara carbonato de calcio en el lado de permeado de una membrana intacta.

[Figura 3: Imágenes elementales superpuestas (SEI ™) de la escama de carbonato de calcio que se encuentra en la superficie de la membrana.]
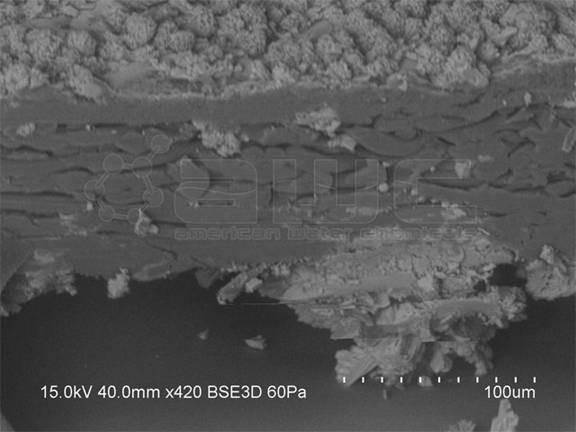
[Figura 4: SEM Imagen de la sección transversal de la membrana – carbonato de calcio que se encuentra en los lados de alimentación y permeado, y dentro del material de soporte de poliéster]
Se aplicó un limpiador de pH bajo al lado de alimentación de la membrana y la superficie de la membrana se volvió a ver usando SEM. Ahora podíamos ver claramente la delaminación de la capa de poliamida que había ocurrido (ver Fig. 6). Ahora había una amplia evidencia de que la membrana había sido dañada debido a una supervisión operativa y no tenía un bajo rendimiento debido a problemas de calidad del fabricante.

[Figura 5: Las imágenes elementales superpuestas (SEI ™) de la sección transversal de la membrana muestran escamas de carbonato de calcio en el lado del permeado.]
El daño debido a la contrapresión de permeado excesivo es una de las causas más comunes de daño mecánico a las membranas RO / NF durante la operación.

[Figura 6: La delaminación de la capa de poliamida se hizo visible después de la limpieza con pH bajo]
Si su membrana no funciona y sospecha que se ha dañado, AWC puede realizar una autopsia de membrana completa que determinará el problema e identificará la causa. Para obtener más información sobre nuestros servicios de autopsia de membrana, visite https://www.membranechemicals.com/service/450/